Зубчатый вал — это механическая деталь, которая поддерживает вращающиеся компоненты и вращается вместе с ними для передачи движения, крутящего момента или изгибающего момента. Обычно изготавливается в виде металлического стержня круглого сечения с участками разного диаметра. Его ключевая функция заключается в обеспечении передачи мощности и преобразования движения в механических системах. Широко применяется в редукторах, автомобильных дифференциалах, прокатных станах и другом оборудовании. Поскольку в процессе работы он подвергается переменным и ударным нагрузкам, а также значительным напряжениям сдвига и контактным напряжениям, в теле вала могут возникать трещины, а зубья — изнашиваться. Поэтому к материалу и технологии обработки предъявляются строгие требования.
Легированная сталь 42CrMo: Является типичным материалом для зубчатых валов. Обладает высокой прочностью, вязкостью и хорошей прокаливаемостью. Содержит легирующие элементы, такие как Cr и Mo. Cr повышает твердость и износостойкость, Mo улучшает прокаливаемость и жаропрочность, предотвращает отпускную хрупкость. После улучшения (закалка + высокий отпуск) имеет превосходный предел выносливости и устойчивость к многократным ударам. Подходит для валов, работающих в тяжелых условиях.
Углеродистая сталь: Например, стали 30, 40, 45. Низкая стоимость, низкая чувствительность к концентраторам напряжений. Часто используется для менее ответственных или слегка нагруженных зубчатых валов. Обычная углеродистая сталь (например, А3, А4) подходит для легких условий эксплуатации.
Другие легированные стали: Например, 20Cr2NiA. Использование ковки позволяет повысить плотность материала. Подходит для точность зубчатых валов с высокими требованиями к прочности и вязкости.
Свойства сердцевины: Должны обладать определенной прочностью и вязкостью для сопротивления ударным нагрузкам.
Поверхностные свойства: Требуется высокая твердость (например, ≥700 HV0.1) и износостойкость, обычно достигаемые поверхностной закалкой.
Комплексные механические свойства: Баланс прочности и пластичности достигается улучшением. Например, твердость сердцевины стали 42CrMo должна контролироваться в диапазоне 345-498 HV1.
Заготовка: Резка исходного материала по проектным размерам, ковка.
Черновое и чистовое точение: Обработка зубчатой заготовки до заданных размеров с припуском на последующую обработку.
Обработка шпоночного паза: Если на валу требуется установка шпонки, обработка паза и других вспомогательных структур должна быть завершена до нарезания зубьев.
Нарезание зубьев: Формообразование зубьев шестерни, обеспечение точности зубчатой поверхности.
Термическая обработка: Оптимизация свойств с помощью нормализации, улучшения, поверхностной закалки и других процессов.
Контроль готовой продукции: Проверка размерных допусков, допусков формы и расположения поверхностей, твердости и других параметров.
Нормализация: Нагрев на 50-100°C выше Ac3 (для стали 42CrMo около 850-900°C), выдержка и охлаждение на воздухе. Цель: измельчение зерна, выравнивание распределения карбидов, улучшение обрабатываемости резанием и подготовка к улучшению.
Улучшение: Закалка с последующим высоким отпуском для получения структуры отпущенного сорбита и улучшения комплексных механических свойств.
Закалка при среднетемпературном индукционном нагреве: Быстрый нагрев поверхности с последующей закалкой для получения поверхностного слоя высокой твердости (например, ≥700 HV0.1) при сохранении вязкой сердцевины. Глубина упрочненного слоя должна соответствовать проектным требованиям (например, твердость на расстоянии 2,5 мм от поверхности должна соответствовать норме).
Ось колеса крана является основным компонентом механизма перемещения в крупном оборудовании, таком как краны, и в основном состоит из колеса, корпуса оси, подшипников и подшипникового корпуса. На примере приводного колеса типа LD с торцевой балкой полная сборка колеса состоит из приводного колеса (включая подшипники и зубчатое кольцо), ведомого колеса (включая подшипники) и четырех осей.
Опорно-ходовые ролики сталеразливочного ковша являются ключевыми несущими и вращающимися компонентами поворотной платформы сталеразливочного ковша — основного оборудования непрерывной разливки стали. Они непосредственно несут на себе сталеразливочный ковш, заполненный высокотемпературной жидкой сталью (>1500°C) и взвешивание сотни тонн, и обеспечивают его плавное, точное и безопасное вращение между позицией разливки и позицией ожидания.

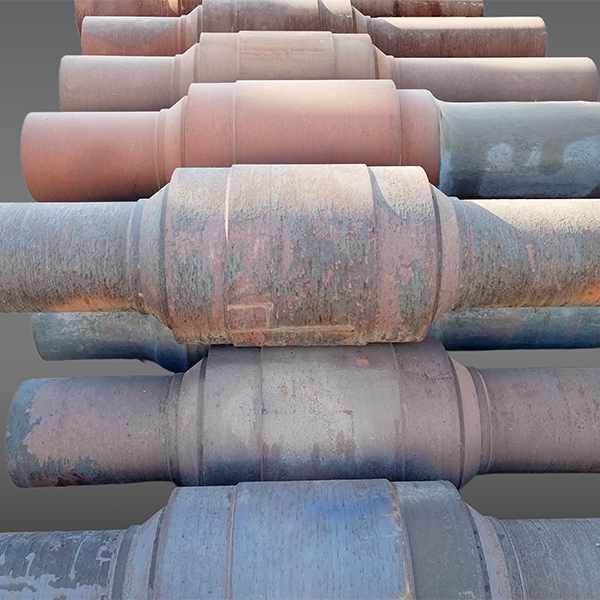
Клетьевой ролик черновой обработки 350 является ключевым компонентом оборудования в области черновой прокатки стана горячей прокатки, специально разработанным для транспортировки и поддержания горячих слитков в крайне тяжелых рабочих условиях.
Валки для стальных прокатных станов являются основными компонентами прокатных станов, несущими основные нагрузки в процессе прокатки и непосредственно влияющими как на качество стали, так и на эффективность производства.
Поковка круглого сечения — это металлический пруток или заготовка с круглым поперечным сечением, изготовленные из металлических материалов (в основном стали и легированных сталей) методом ковки в твердом состоянии. Это одна из самых базовых и распространенных форм кованой продукции.
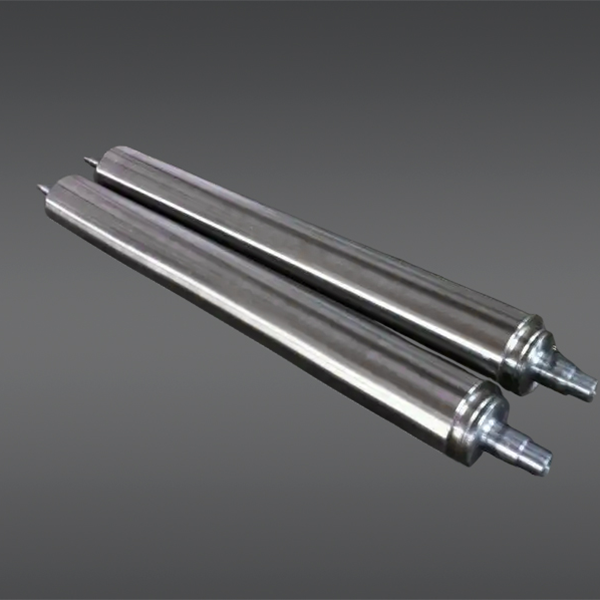
Вал ролика служит основным несущим элементом в роликовом узле ленточного конвейера, непосредственно выдерживая вес как конвейерной ленты, так и транспортируемого материала. Он выдерживает изгибающие напряжения и усталостные нагрузки при высокоскоростной работе, обеспечивая плавное вращение роликов.

Толкатель стальных заготовок (также известный как толкатель или манипулятор заготовок) является ключевым оборудованием на металлургических прокатных линиях (особенно на участках нагревательных печей, перед и после черновой прокатки), используемым для поперечного перемещения или позиционирования горячих стальных заготовок/промежуточных слитков.
Шлицевой вал, как ключевой компонент механических передач, имеет разнообразные методы обработки и сферы применения в зависимости от требований. Ниже подробно описаны методы обработки, характеристики производительности и типичные области применения.

Основание из кованого круга относится к базовым опорным компонентам оборудования или конструкций, изготовленным из кованого круглого проката (поковки круглого сечения). Ключевая ценность таких оснований заключается в их превосходной несущей способности, ударной вязкости и долгосрочной надежности эксплуатации, что особенно важно для критических применений, тяжелых нагрузок, вибраций или ударных воздействий.

Опорно-ходовые ролики кольцевого охладителя являются ключевыми несущими и приводными компонентами кольцевого охладителя для металлургического агломерата. Они выдерживают вес тележки в сотни тонн и горячего агломерата (начальная температура >700°C), и в условиях экстремально высоких температур, тяжелых нагрузок, запыленности и брызг воды плавно приводят тележку по кольцевому рельсу, обеспечивая эффективное охлаждение агломерата.
Опорно-ходовые ролики сушильного барабана являются ключевыми несущими и приводными компонентамиповоротный сушильного оборудования (такого как сушилки для шлака, цемента, химического сырья). Они выдерживают вес барабана и нагрузку от материала в десятки и сотни тонн, приводят барабан в плавное вращение и обеспечивают эффективный теплообмен.
Муфта является важным компонентом механических систем передачи, соединяющим два вращающихся вала. Ее основная функция заключается в эффективной передаче крутящего момента и движения при компенсации перекоса и поглощении вибрации и ударов, что обеспечивает надежность передачи мощности и продлевает срок службы системы.
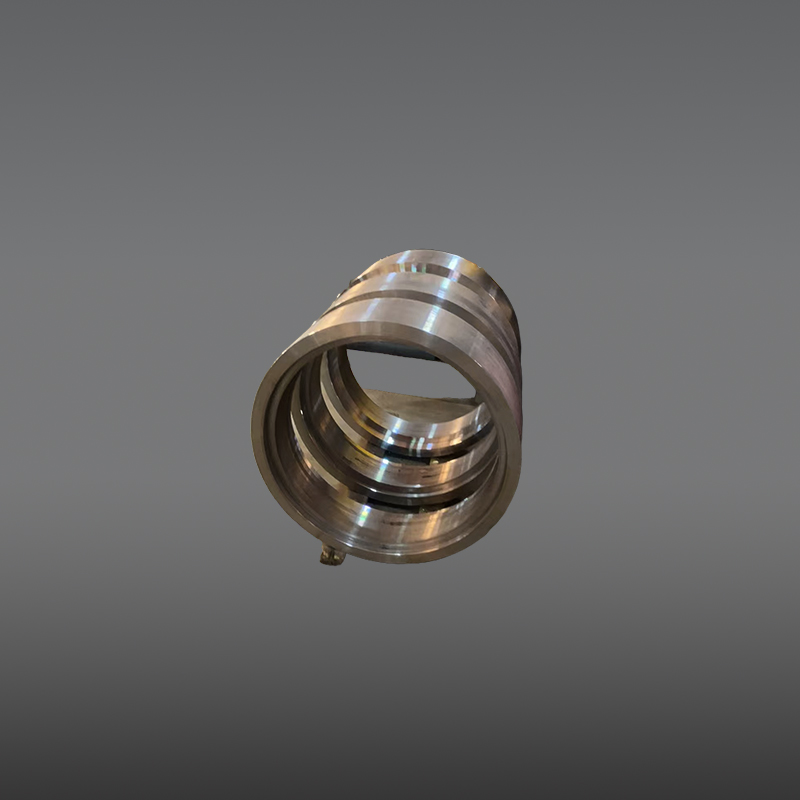
Кольцевые поковки широко применяются в таких отселевых отраслях, как энергетика, транспортное машиностроение и тяжелое промышленное оборудование.
Являясь основным компонентом прокатных станов, его производственный процесс должен обеспечивать баланс между свойствами материала, точностью конструкции и эксплуатационной надежностью.
Комплектующие рельсопрокатного стана Комплектующие рельсопрокатного стана являются ключевыми компонентами линии производства железнодорожных рельсов, обеспечивающими точность прокатки и надежность оборудования в экстремальных условиях высоких температур, тяжелых нагрузок и высоких скоростей.
Поковка круглого сечения из стали 45 относится к стальному прутку круглого сечения, изготовленному методом ковки из стали марки 45 (т.е. среднеуглеродистой стали с содержанием углерода около 0,42-0,50%), соответствующей требованиям китайского национального стандарта GB/T 699 «Качественная углеродистая конструкционная сталь».