Шлицевой вал, как ключевой компонент механических передач, имеет разнообразные методы обработки и сферы применения в зависимости от требований. Ниже подробно описаны методы обработки, характеристики производительности и типичные области применения.
Методы обработки шлицевых валов выбираются в зависимости от объема производства, требований к точности и характеристик материала. Распространенные процессы включают:
Нарезание методом обкатки: Используются шлицевые фрезы на специальных фрезерных или зубодолбежных станках по методу обкатки. Обеспечивает высокую производительность и точность, подходит для серийного производства.
Фрезерование: Обработка каждого зуба индивидуально на универсальном фрезерном станке с использованием фасонных или дисковых фрез. Точность и эффективность, в основном используется для единичного или мелкосерийного производства или черновой обработки.
Шлифование: Применение фасонного шлифовального круга для шлифования боковых поверхностей зубьев и диаметра впадин. Подходит для закаленных деталей или высоких требований к точности (например, шлицевые валы с центрированием по внутреннему диаметру).
Холодная накатка: Формообразование путем пластической деформации поверхности заготовки под высокоскоростными ударами. Точность фрезерованием и шлифованием, эффективность высокая, с улучшенным использованием материала.
Холодное выдавливание: Новейшая патентованная технология повышает эффективность обработки за счет предварительного нагрева и точного выдавливания. Подходит для крупносерийного производства с высокими требованиями к точности.
| Характеристика | Описание |
| Эффективность передачи | КПД шариково-шлицевой передачи достигает 96,5%, превосходит традиционные скользящие конструкции |
| Класс точности | Прецизионная обработка позволяет достичь 7 класса по GB/T1144-2001, шероховатость поверхности зубьев Ra<0,2 мкм |
| Выбор материала | Легированная сталь (закалка до HRC58), магниевые сплавы (снижение веса на 30%), титановые сплавы (высокая прочность и низкая плотность) |
| Срок службы и прочность | После цементации низкоуглеродистой стали твердость достигает HRC58, износ после 1500 часов непрерывной работы составляет всего 0,005 мм |
Автомобильная и электрическая транспортная отрасль
Приводные валы электромотоциклов: Изготовлены из магниевого сплава AZ91D, передают крутящий момент 350 Н·м, вес снижен на 30% по сравнению с алюминиевыми сплавами.
Карданные валы и редукторы автомобилей: Передают мощность двигателя, обеспечивая стабильность движения транспортного средства.Услуги по обработке шлицевых валов
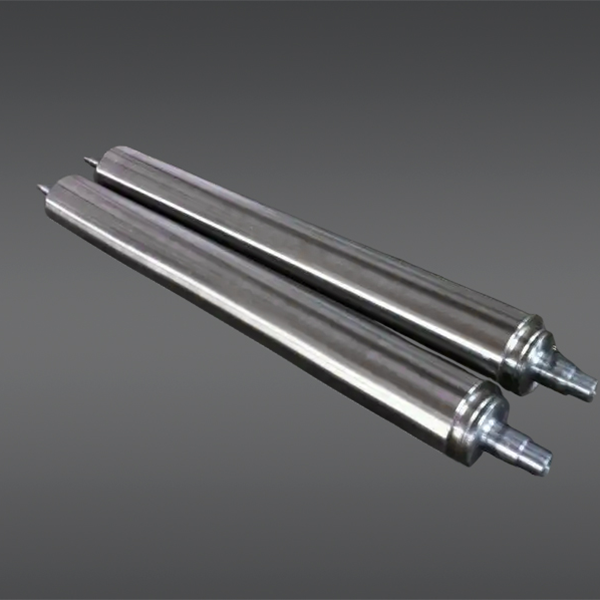
Вал ролика служит основным несущим элементом в роликовом узле ленточного конвейера, непосредственно выдерживая вес как конвейерной ленты, так и транспортируемого материала. Он выдерживает изгибающие напряжения и усталостные нагрузки при высокоскоростной работе, обеспечивая плавное вращение роликов.
Кольцевые поковки широко применяются в таких отселевых отраслях, как энергетика, транспортное машиностроение и тяжелое промышленное оборудование.
Толкатель стальных заготовок (также известный как толкатель или манипулятор заготовок) является ключевым оборудованием на металлургических прокатных линиях (особенно на участках нагревательных печей, перед и после черновой прокатки), используемым для поперечного перемещения или позиционирования горячих стальных заготовок/промежуточных слитков.

Муфта является важным компонентом механических систем передачи, соединяющим два вращающихся вала. Ее основная функция заключается в эффективной передаче крутящего момента и движения при компенсации перекоса и поглощении вибрации и ударов, что обеспечивает надежность передачи мощности и продлевает срок службы системы.

Поковка круглого сечения — это металлический пруток или заготовка с круглым поперечным сечением, изготовленные из металлических материалов (в основном стали и легированных сталей) методом ковки в твердом состоянии. Это одна из самых базовых и распространенных форм кованой продукции.
Поковка круглого сечения из стали 45 относится к стальному прутку круглого сечения, изготовленному методом ковки из стали марки 45 (т.е. среднеуглеродистой стали с содержанием углерода около 0,42-0,50%), соответствующей требованиям китайского национального стандарта GB/T 699 «Качественная углеродистая конструкционная сталь».

Опорно-ходовое колесо кольцевого охладителя является ключевым несущим и приводным компонентом кольцевого охладителя для металлургического агломерата. Оно выдерживает вес тележки весом в сотни тонн и горячего агломерата (начальная температура >700°C), и в условиях экстремально высоких температур, тяжелых нагрузок, запыленности и брызг воды плавно тележку по кольцевому рельсу, обеспечивая эффективное охлаждение агломерата.
Зубчатый вал — это механическая деталь, которая поддерживает вращающиеся компоненты и вращается вместе с ними для передачи движения, крутящего момента или изгибающего момента. Обычно изготавливается в виде металлического стержня круглого сечения с участками разного диаметра.
Колеса крана являются основными ходовыми компонентами промышленного оборудования, такого как краны, и могут быть классифицированы по различным типам в зависимости от конструкции и области применения.
Зубчатая плита агломерационной машины является ключевым компонентом ционной системы агломерационной машины. В основном она собирается вместе с головным и хвостовым звездообразными колесами, образуя приводное колесо (каждое колесо содержит 19 зубьев), и обеспечивает непрерывную работу путем толкания тележки. Ее структурная точность напрямую влияет на стабильность оборудования.
Опорно-ходовые ролики сталеразливочного ковша являются ключевыми несущими и вращающимися компонентами поворотной платформы сталеразливочного ковша — основного оборудования непрерывной разливки стали. Они непосредственно несут на себе сталеразливочный ковш, заполненный высокотемпературной жидкой сталью (>1500°C) и взвешивание сотни тонн, и обеспечивают его плавное, точное и безопасное вращение между позицией разливки и позицией ожидания.
Опорно-ходовые ролики кольцевого охладителя являются ключевыми несущими и приводными компонентами кольцевого охладителя для металлургического агломерата. Они выдерживают вес тележки в сотни тонн и горячего агломерата (начальная температура >700°C), и в условиях экстремально высоких температур, тяжелых нагрузок, запыленности и брызг воды плавно приводят тележку по кольцевому рельсу, обеспечивая эффективное охлаждение агломерата.
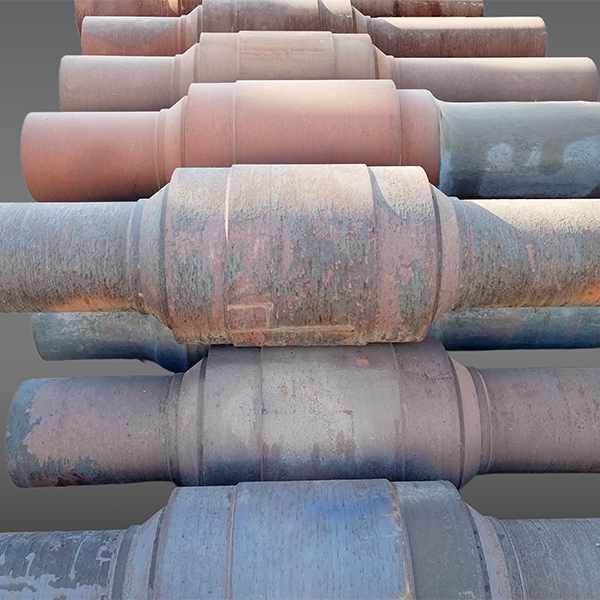
Валки для стальных прокатных станов являются основными компонентами прокатных станов, несущими основные нагрузки в процессе прокатки и непосредственно влияющими как на качество стали, так и на эффективность производства.
Клетьевой ролик черновой обработки 350 является ключевым компонентом оборудования в области черновой прокатки стана горячей прокатки, специально разработанным для транспортировки и поддержания горячих слитков в крайне тяжелых рабочих условиях.

Комплектующие рельсопрокатного стана Комплектующие рельсопрокатного стана являются ключевыми компонентами линии производства железнодорожных рельсов, обеспечивающими точность прокатки и надежность оборудования в экстремальных условиях высоких температур, тяжелых нагрузок и высоких скоростей.
Основание из кованого круга относится к базовым опорным компонентам оборудования или конструкций, изготовленным из кованого круглого проката (поковки круглого сечения). Ключевая ценность таких оснований заключается в их превосходной несущей способности, ударной вязкости и долгосрочной надежности эксплуатации, что особенно важно для критических применений, тяжелых нагрузок, вибраций или ударных воздействий.